Productive process
MABB is one of the few global companies that governs CIM technology
A high-tech production process in advanced ceramics.
What is CIM Technology?
CIM Ceramic Injection Molding is a process that combines two different technologies: plastic injection molding and powder metallurgy.
It basically consists of the Ultra High Pressure injection of a ceramic powder into a matrix that has the cavity of the part to be manufactured.
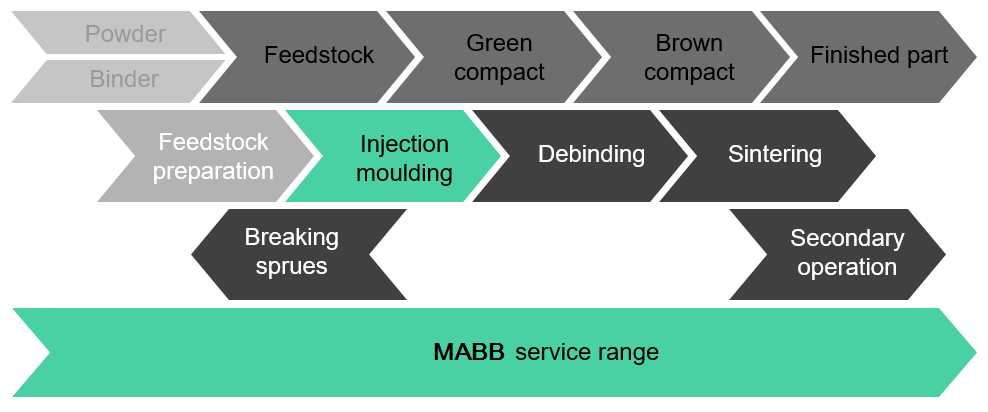
1. Raw material
The raw material to be used is a mixture of very fine ceramic powders (< 15 microns) with a primary paraffin material and a secondary thermoplastic polymer. These additives called “Binders” act as binders and form a vehicle that allows the ceramic powder to flow through the injection channel.
Unlike standard powder metallurgy, with which only 80-90% of the theoretical density can be achieved, with CIM 98-100% is achieved. This means we can achieve tight tolerances and reduce costs by producing small, complex parts in high production runs.
2. Molding
The raw material in the form of pellets is placed in the hopper of the injection machine and then heated and injected into the mold cavity at a pressure of up to 2500 Atm. The product obtained here is a “green” piece.
The engineering in the development of the matrices allows the production of parts with extremely complex geometries and in their construction special steel alloys are used that extend the useful life of the molds.
When the part is extracted from the die, its geometry is identical to that of the finished part, but its size is 25% larger than that of the finished component. This is because the part will suffer volumetric contraction during the sintering phase in the oven.
3. Debinding
Removing the binder or debinding involves a controlled thermal process in a special oven that eliminates a large part of the binder. The heating and cooling ramp lasts approximately 26 hours and manages to evaporate 60% of the binder.
4. Sintering
In the Debinding stage, a “brown” piece is obtained that is held together with a small amount of binder and is in a very fragile state.
The next step is to introduce the part into a sintering oven at a very high temperature, where in addition to eliminating the remains of binder, the contraction of the part is achieved until its final geometry and with the final mechanical characteristics.
Sintering is the process of heating the material to a temperature below the melting point, but high enough to allow fusion of the individual particles and thus achieve densification of the material.
During sintering, the component is volumetrically reduced to its final geometry and with good process control, it is possible to achieve a uniform and repeatable shrinkage with close tolerances of the order of one hundredth of a millimeter, obviating any need for subsequent machining.
In the Debinding stage, a “brown” piece is obtained that is held together with a small amount of binder and is in a very fragile state.
The next step is to introduce the part into a sintering oven at a very high temperature, where in addition to eliminating the remains of binder, the contraction of the part is achieved until its final geometry and with the final mechanical characteristics.
Sintering is the process of heating the material to a temperature below the melting point, but high enough to allow fusion of the individual particles and thus achieve densification of the material.
During sintering, the component is volumetrically reduced to its final geometry and with good process control, it is possible to achieve a uniform and repeatable shrinkage with close tolerances of the order of one hundredth of a millimeter, obviating any need for subsequent machining.

MABB Production Plant Certified Under ISO 13485 standards.
MABB, through its Z7 – “Master distribution Partner Companies” associated companies and alliances with strategic laboratories, obtains certifications from ANMAT (Argentina), FDA (USA), and soon Anvisa (Brazil), and CE (Spain – Community European); and the products are packaged and sterilized, for distribution, doctor training and marketing, with registered trademarks Z7 (Latin America and Europe) and ZiNova (North America and Asia).
